Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Alumina Ceramics
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Alumina Ceramics
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.
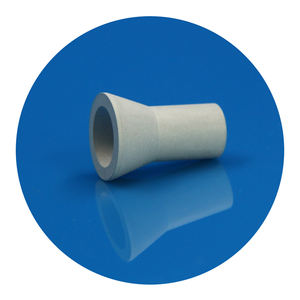
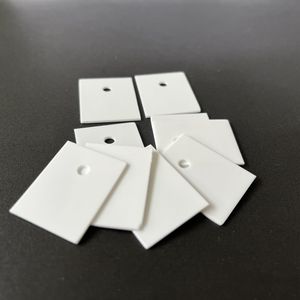
(Alumina Industrial Ceramics Alumina for Water Treatment)
Specifications of Alumina Industrial Ceramics Alumina for Water Treatment
Alumina commercial porcelains are made from light weight aluminum oxide. They are used in water therapy systems. The product has high pureness levels. These degrees vary from 96% to 99.5%. The higher the pureness, the better the efficiency. Alumina ceramics are extremely hard. They stand up to deterioration effectively. This makes them last much longer in tough problems. They take care of heats well. They operate in settings as much as 1600 ° C. This thermal stability is important for water therapy procedures.
The porcelains resist chemical damages. They do not respond with acids or antacid. This is important in water therapy. Harsh chemicals are frequently used to clean water. Alumina components remain undamaged. They do not rust or weaken. This minimizes maintenance needs. It also cuts downtime for repair work.
Mechanical strength is one more crucial attribute. Alumina ceramics deal with heavy tons. They do not split under pressure. This serves in pumps and valves. These components face continuous stress and anxiety in water supply. The product’s stiffness makes sure precise procedure. It prevents leakages or failings.
Surface area smoothness matters too. Alumina porcelains have reduced porosity. Fluids stream quickly over them. Impurities do not adhere to the surface area. This improves purification performance. Membrane layers made from alumina remove little fragments. They different pollutants from water effectively.
Electrical insulation is an added benefit. Alumina does not perform electricity. This stops short circuits in digital components of water systems. It adds a layer of safety.
Cost is a factor. Alumina porcelains cost even more in advance than steels or plastics. Their resilience makes them more affordable over time. They outlive various other materials. Substitutes are rare. This conserves cash in the future.
Ecological impact is reduced. Alumina is non-toxic. It does not release dangerous materials into water. Made use of parts can be reused. This lowers waste.
Water therapy plants utilize alumina porcelains in filters, pumps, and valves. The material’s residential or commercial properties ensure trustworthy procedure. It satisfies strict sector criteria. Clean water result stays consistent.

(Alumina Industrial Ceramics Alumina for Water Treatment)
Applications of Alumina Industrial Ceramics Alumina for Water Treatment
Alumina industrial ceramics play a vital function in water treatment systems. These ceramics are made from aluminum oxide. They manage extreme conditions well. Their high solidity and chemical security make them suitable for filtering and cleaning water. Alumina porcelains withstand deterioration from acids and alkalis. This guarantees they last much longer in hostile atmospheres.
Water therapy makes use of alumina porcelains in numerous means. One common use remains in filtering systems. The porcelains trap small particles and pollutants. Their porous structure permits water to stream via while blocking contaminants. Alumina filterings system operate in both household and industrial setups. They remove contaminations like heavy steels and natural waste effectively.
Another application is in catalytic processes. Alumina porcelains work as supports for catalysts. These drivers break down harmful chemicals in water. The ceramics offer a steady surface for reactions. This enhances the effectiveness of getting rid of contaminants like nitrates or sulfides. The products remain undamaged also under high temperatures or stress.
Alumina porcelains additionally serve in membrane modern technology. Membranes made from alumina different fluids and solids at a microscopic level. They are utilized in reverse osmosis and ultrafiltration systems. These membrane layers eliminate microorganisms and viruses from water. Their durability decreases the need for regular replacements. This lowers upkeep expenses over time.
Water treatment equipment depends on alumina components. Pumps and valves made from alumina stand up to wear from rough particles in unclean water. Their thermal security protects against damage throughout high-heat sanitation procedures. This reliability keeps water treatment plants running efficiently with minimal downtime.
The cost-effectiveness of alumina ceramics includes value. They carry out better than lots of metals or plastics in destructive settings. Their long lifespan equilibriums initial financial investment expenses. Industries take advantage of decreased waste and power use.
Alumina porcelains aid satisfy strict water high quality criteria. They guarantee secure alcohol consumption water and industrial wastewater conformity. Their function in protecting public wellness and the environment is significant.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of Alumina Industrial Ceramics Alumina for Water Treatment
What is alumina industrial ceramic? Alumina industrial ceramic is a material made from aluminum oxide. It is used in water treatment systems. It handles harsh conditions well. It works for filtering and processing. The material is hard. It resists heat. It lasts long. These traits make it reliable in water treatment.
Why choose alumina ceramics for water treatment? They are durable. They resist corrosion. They handle chemicals without breaking down. They remove contaminants efficiently. They work in acidic or high-temperature environments. They cost less over time. They need fewer replacements. They reduce downtime.
How do alumina ceramics clean water? They filter tiny particles. They absorb harmful substances like heavy metals. They work in filtration systems, membranes, or reactors. They handle high pressure. They work in hot water. They keep performance stable. They stop impurities from passing through.
How long do alumina ceramics last? They last longer than plastics or metals. They resist wear from friction. They need little maintenance. They survive harsh chemicals. They work for years without failing. They suit tough industrial setups.
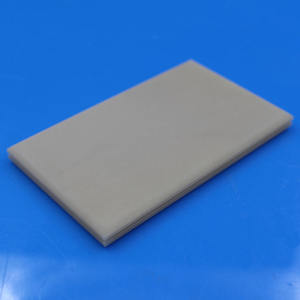
Can alumina ceramics be customized? Yes. They come in shapes like tubes, plates, or discs. Sizes fit specific equipment. Designs match flow rates or contamination levels. They adapt to different water treatment systems. Custom options meet unique project needs.
(Alumina Industrial Ceramics Alumina for Water Treatment)
REQUEST A QUOTE
RELATED PRODUCTS

High Temperature Porous Ceramics Alumina Ceramic Semicircle
High Purity Al2O3 Alumina Ceramic Plate

Industrial Electrical Technical Machinery Custom High Heat Resistant Ceramics Alumina Structural Parts

Black 99% Alumina Ceramic Honeycomb Ceramic for Electric Appliance

96 Alumina Ceramic Substrate