Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Alumina Ceramics
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Alumina Ceramics
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.

(88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls)
Specifications of 88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls
88% Alumina Aluminum Oxide Porcelain Filler Balls work as catalyst assistance media in commercial processes. These ceramic rounds come in diameters of 15mm, 25mm, 60mm, and 80mm. They are made from high-purity alumina, ensuring stability in severe environments. The composition consists of 88% light weight aluminum oxide, balancing toughness and cost-effectiveness. Their primary duty is to distribute gases or fluids equally in reactors, towers, or beds. This boosts reaction effectiveness and extends driver life.
The ceramic balls withstand temperatures up to 1600 ° C. They stand up to thermal shock, dealing with quick temperature modifications without fracturing. Their high mechanical toughness protects against crushing under heavy tons. The smooth surface area decreases rubbing, lessening wear throughout procedure. These spheres are chemically inert, avoiding reactions with acids, antacid, or solvents. This makes them suitable for petrochemical, refining, and chemical processing markets.
Dimensions are selected based upon activator dimensions and flow requirements. Smaller sized balls like 15mm or 25mm work in small systems with low-pressure drops. Larger dimensions like 60mm or 80mm match high-flow configurations. All versions feature consistent sizes and shapes for consistent packaging thickness. This eliminates transporting and makes sure ideal contact between drivers and reactants.
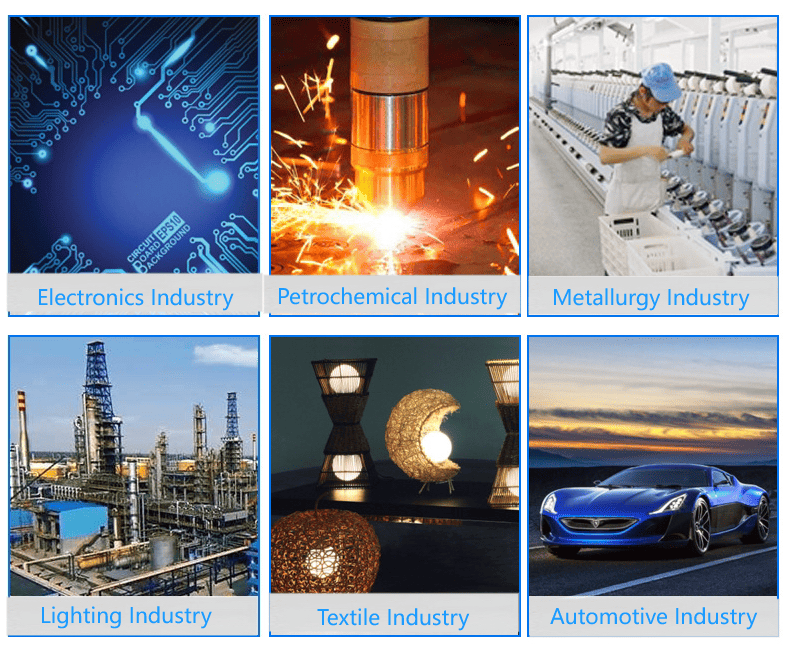
Applications include hydrogen plants, ammonia manufacturing, and sulfur recuperation systems. They are used in gas filtration and methanol synthesis. Environmental innovations like flue gas therapy additionally utilize these balls. Their reduced abrasion price protects equipment, reducing maintenance expenses.
The alumina material makes certain lasting longevity. These rounds outlast options like silica or lower-grade porcelains. They are inexpensive due to lowered replacement regularity. Installation is basic, calling for very little downtime. Cleaning or reactivating drivers ends up being less complicated with these inert supports.
Color varies from white to beige, indicating high purity. Water absorption stays below 5%, avoiding moisture-related destruction. Mass density ranges in between 1.4-1.6 g/cm FIVE, balancing weight and efficiency. These specifications meet industry standards for catalytic procedures. Customized sizes or make-ups are available for specialized needs.
The product suits both new installations and system upgrades. It improves procedure dependability while reducing operational risks. Industrial users prioritize these ceramic rounds for their versatility and proven efficiency.
(88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls)
Applications of 88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls
These 88% alumina aluminum oxide ceramic filler spheres function as driver supports in various commercial processes. The spheres be available in sizes like 15mm, 25mm, 60mm, and 80mm. They are widely used in chemical reactors, petrochemical towers, and environmental management systems. Their main function is to offer steady support for stimulants while guaranteeing also circulation of gases or liquids. This enhances response efficiency and lowers energy usage.
The high alumina material gives these balls superb thermal security. They stand up to severe temperatures approximately 1600 ° C without splitting. This makes them ideal for high-heat environments like oil refining or synthetic gas manufacturing. Their chemical inertness prevents reactions with acids, antacid, or various other corrosive substances. This makes certain long-lasting dependability in harsh problems.
Mechanical strength is an additional essential attribute. The ceramic spheres resist crushing under heavy tons. This durability minimizes breakage during installment or operation. Their smooth surface area lowers friction between moving fragments. This assists preserve consistent circulation rates in stuffed beds.
Various dimensions attend to specific requirements. Smaller 15mm rounds work well in portable reactors with restricted room. Larger 80mm rounds match towers calling for durable support. The consistent sizes and shape distribution prevent channeling. This avoids unequal endure catalysts.
These alumina rounds are also made use of in gas purification and wastewater therapy. They act as inert media for taking in pollutants or dispersing liquids evenly. In plant food manufacturing, they secure catalysts from sintering. This prolongs stimulant life and reduces upkeep costs.
Customized sizes are offered for specific equipment. The rounds work with the majority of industrial setups. They need no special handling. Their reduced thermal growth rate ensures steady performance during temperature level changes.
Industries like oil, drugs, and metallurgy rely on these ceramic rounds. They enhance process efficiency while reducing operational expenses. The non-porous framework stops contamination. This keeps item pureness in sensitive applications.
Use resistance lowers the demand for regular substitutes. This makes them a cost-efficient option for continual operations. Appropriate use of these balls enhances system long life. They are a functional choice for contemporary commercial catalysis and support needs.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of 88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls
What are 88% alumina ceramic balls used for? These balls are mainly used as catalyst supports in chemical reactors. They help spread catalysts evenly. They are also used as filler balls in towers for gas distribution. Their high temperature resistance makes them suitable for harsh environments.
What sizes are available? The balls come in four sizes: 15mm, 25mm, 60mm, and 80mm. The size depends on the application. Smaller balls work better for higher surface area needs. Larger balls handle higher flow rates in big reactors.
Why choose 88% alumina over other materials? This material offers strong thermal stability. It resists acids and alkalis well. It lasts longer than stainless steel or plastic in high-heat conditions. Its hardness reduces wear over time.
How do I maintain these ceramic balls? Clean them regularly to remove debris. Check for cracks or chips during shutdowns. Replace damaged balls to keep performance steady. No special treatments are needed for storage.
Can these balls handle high-pressure systems? Yes. Their high crush strength suits pressurized environments. They maintain structural integrity under stress. This makes them reliable for industrial processes like oil refining or chemical production.

(88% Alumina Aluminium Oxide Ceramic Filler Ball Catalyst Support 15mm 25mm 60mm 80mm Inert Alumina Ceramic Balls)
REQUEST A QUOTE
RELATED PRODUCTS

Customized Hot air Welding Gun Heating Core Welding Core Heating element Alumina Ceramic Heating Core

High Temperature Resistant 88% Al2O3 High Purity Alumina Ceramic Ball Inert Supports Media for Chemical Process Plants

99 Al2O3 Alumina Ceramic Zirconia Porous Ceramic Wick

High-Performance Aluminum Oxide Ceramic Flange Pipe with Coil
High Al2O3 Content 95% Refractory Alumina Ceramic Rods Industrial Ceramic Pump Use High Temperature Resistant Custom Cut Sizes
