Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
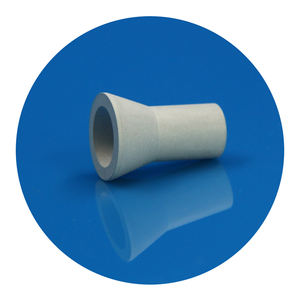
Introduction to High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.

(High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump)
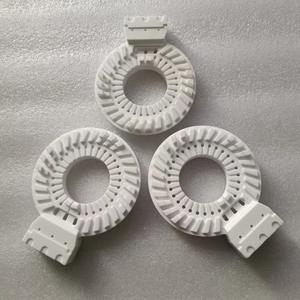
Specifications of High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump
Alumina ceramic parts are made from aluminum oxide. This material is very hard. It ranks nine on the Mohs scale. Diamond is the only common material harder. This great hardness means the parts resist wear exceptionally well. They last much longer than metal parts in tough conditions. Aluminum oxide is also chemically stable. It does not react easily with acids or strong bases. This stability protects the parts from chemical damage. They perform reliably in corrosive environments. These ceramics handle very high temperatures well. They keep their strength even when hot. This makes them suitable for demanding applications. Pump shafts benefit greatly from these properties. The ceramic shaft surface is very smooth. This smoothness reduces friction inside the pump. Less friction means less energy loss. Pump efficiency improves. Wear on seals and bearings decreases. Maintenance intervals get longer. Downtime reduces. These shafts resist abrasion from particles in fluids. They are perfect for pumping slurries or dirty liquids. The material does not rust. Water or chemicals will not corrode it. Pump life extends significantly.

(High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump)
Applications of High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump
Alumina ceramic parts are very hard. This hardness comes from aluminum oxide. These parts resist wear extremely well. They are used in pump shafts. Pump shafts turn inside pumps. They move fluids. Many fluids are tough on materials. Alumina ceramic handles this. It has excellent chemical stability. This means it does not react easily. Acids and bases often damage other materials. Alumina ceramic stays strong. It does not corrode. This makes it perfect for tough environments.
Chemical processing plants use these ceramic shafts. They pump aggressive chemicals. Metal parts rust or wear out fast. Ceramic shafts last much longer. They keep pumps running. This saves money and time. Pharmaceutical companies need pure products. Ceramic shafts do not contaminate fluids. They are inert. They are also very smooth. This smooth surface prevents material buildup. Food processing uses pumps too. Ceramic shafts are safe here. They meet strict hygiene rules.
Mining operations move slurries. Slurries are abrasive mixtures. They wear down metal parts quickly. Alumina ceramic shafts resist this abrasion. They maintain pump efficiency longer. Wastewater treatment plants deal with corrosive liquids. Ceramic shafts handle sewage and chemicals. They withstand constant exposure. Their hardness prevents damage from solids in the fluid. Oil and gas industries face harsh conditions. Ceramic pump parts perform reliably here. They tolerate high pressures and temperatures.
These ceramic shafts outperform metal alternatives. They last longer in demanding applications. They reduce maintenance needs. This leads to lower costs over time. Pump reliability improves with ceramic parts. Downtime decreases significantly. Choosing alumina ceramic is smart for industrial pumps. It delivers performance and durability.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump
What are High Hardness Alumina Ceramic Parts? These parts are made from aluminum oxide. Aluminum oxide is a very hard ceramic material. It offers excellent wear resistance. People use it for demanding applications like pump shafts. It withstands harsh conditions well.
Why is the high hardness important? Hardness means the shaft resists scratching and abrasion. Pump fluids often contain abrasive particles. A hard shaft surface doesn’t wear down easily. This keeps the pump running efficiently longer. It reduces the need for frequent replacements.
What does ‘Chemical Stability’ mean? Chemical stability means the alumina ceramic doesn’t react easily. It resists attack from many acids and alkalis. Strong chemicals are common in industrial pumps. The shaft stays intact. It won’t corrode or dissolve like some metals might. This ensures reliable pump operation.
Is the surface finish smooth? Yes. Manufacturers grind and polish the ceramic shafts to a very fine finish. A smooth surface minimizes friction. It also creates a better seal with pump components. This improves pump efficiency. It helps prevent leaks and reduces energy loss.
Are these shafts fragile? Alumina ceramic is hard but can be brittle. It can crack under sharp impact or stress. Handle the shafts carefully during installation. Avoid dropping them or hitting them hard. Design the pump housing properly to support the shaft. This prevents breakage.

(High Hardness Alumina Ceramic Parts Aluminum Oxide Chemical Stability Ceramic Shaft for Pump)
REQUEST A QUOTE
RELATED PRODUCTS

Raw Material for Refractories Alumina Grains Calcined Bauxite Aluminum Oxide Al2O3

Industry High Purity Aluminum Oxide Ceramic Tube

Preferred Material for Manufacturing High-Strength Ceramic Balls: 4n High Purity Aluminum Oxide
4n High-Purity Aluminum Oxide (Uniform Particle Distribution) Unlocking New Potentials in Materials Science

High Purity Aluminum Oxide Alumina Substrate Al2O3 Ceramic Insulation Plate