Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Alumina Ceramics
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Alumina Ceramics
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.

(High Strength 95 Alumina Ceramic Heater Core Factory Direct )
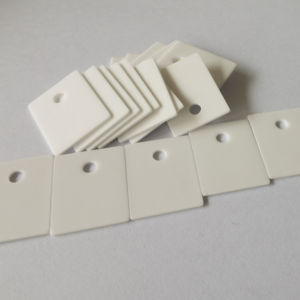
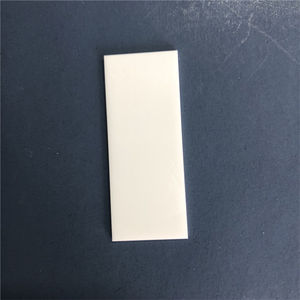
Specifications of High Strength 95 Alumina Ceramic Heater Core Factory Direct
The High Toughness 95 Alumina Porcelain Heating system Core is engineered for demanding industrial applications. It combines longevity with high thermal efficiency. The core material is 95% alumina ceramic. This ensures phenomenal heat resistance. It runs effectively in atmospheres approximately 1600 ° C. The framework remains steady under fast temperature modifications. Thermal shock resistance minimizes splitting or deformation.
The heater core features exact measurements. Custom sizes are readily available. Requirement density varies from 3mm to 15mm. Diameters range 20mm and 300mm. Resistance levels stay within ± 0.5%. This precision warranties compatibility with the majority of heater. Surface area finish is smooth. It lowers rubbing during installment.
Electric insulation properties transcend. The dielectric toughness goes beyond 15 kV/mm. This stops electric leak. It fits high-voltage applications. Mechanical strength is high. The flexural toughness gets to 300 MPa. It resists flexing or breaking under lots. Chemical stability is reputable. The core withstands acids, alkalis, and destructive gases. Lasting direct exposure does not degrade efficiency.
Energy performance is an essential benefit. Warmth distribution is uniform. This minimizes warm-up time. Power consumption remains low. The layout minimizes warm loss. Running expenses reduce. Life-span exceeds 10,000 hours under typical problems. Upkeep demands are minimal.
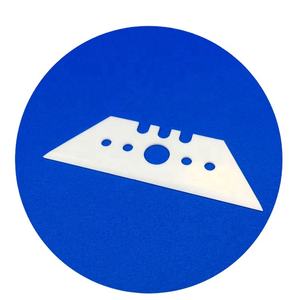
Applications include industrial heating systems, semiconductor handling, and automotive systems. It works in aerospace home heating components. Clinical equipment uses it for sterile heating. Custom forms or holes can be added. This adapts to certain equipment designs.
Manufacturing facility direct prices guarantees affordable prices. Quality control is rigorous. Each batch goes through extensive testing. Technical support is offered for installation assistance. Bulk orders ship within 7-10 days. Examples are attended to analysis.
The product meets ISO 9001 requirements. Raw materials are sourced from licensed distributors. Manufacturing utilizes sophisticated sintering innovation. This assures uniformity in density and purity. Packaging is protected. Products arrive undamaged.
Sturdiness, effectiveness, and flexibility define this heating system core. It addresses high-temperature difficulties across markets. Performance continues to be reputable under severe problems. Customized services match unique functional requirements.

(High Strength 95 Alumina Ceramic Heater Core Factory Direct )
Applications of High Strength 95 Alumina Ceramic Heater Core Factory Direct
High-strength 95 alumina ceramic heating system cores are widely made use of across markets. These components take care of severe temperature levels. They withstand thermal shock. This makes them trusted for duplicated heating and cooling down cycles. Their high pureness ensures stable performance in harsh environments. Factories generate them straight, cutting expenses while keeping quality.
Industrial heating systems depend on these heating system cores. They operate in heaters, kilns, and high-temperature processing devices. The product’s toughness avoids fracturing under stress and anxiety. It conducts warm efficiently. This speeds up production procedures. Power consumption decreases. Operational prices remain low.
Electronic devices makers utilize these cores in accuracy tools. They offer consistent warm distribution. This is critical for semiconductor manufacturing. Sensitive parts prevent overheating. Device long life enhances. The ceramic’s electrical insulation protects against brief circuits. Security dangers decrease.
Medical equipment benefits from these heating system cores. They run in sterilization tools and diagnostic equipments. The product resists chemical corrosion. It satisfies strict hygiene standards. Patients and clinical team stay secure. Maintenance needs reduce. Downtime reduces.
Automotive applications consist of electrical lorry battery systems. The cores manage thermal regulation. Batteries stay within optimum temperature level varieties. Performance remains regular. Life-span expands. Cold-weather integrity improves. Motorists experience fewer concerns.
Aerospace industries make use of these elements in onboard systems. They withstand vibrations and temperature level shifts during trips. The ceramic’s light-weight nature helps in reducing gas intake. Important systems function without failure. Safety and security requirements stay high.
Factories use customization for certain demands. Sizes, shapes, and heating patterns adapt to client requirements. Direct production makes sure limited quality assurance. Technical support is offered throughout the process. Preparations reduce. Mass orders conserve prices.
The material’s longevity makes it cost-effective over time. Substitute frequency lowers. Waste production reduces. Ecological impact lessens. Businesses satisfy sustainability objectives.
High chemical resistance fits rough commercial liquids. Acidic or alkaline exposure triggers no damages. Cleaning up becomes simpler. Contamination threats decline.
These heating unit cores act as versatile remedies. They adjust to diverse technical needs. Performance remains stable under pressure. Industries achieve greater productivity.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of High Strength 95 Alumina Ceramic Heater Core Factory Direct
What is High Strength 95 Alumina Ceramic Heater Core made of? The core uses 95% alumina ceramic, a material known for hardness and heat resistance. This ceramic type handles extreme temperatures without cracking. It suits industrial heating applications needing reliability. The remaining 5% includes additives to boost mechanical strength.
What temperature range does this heater core handle? It operates between -50°C and 1600°C. The exact range depends on the design and usage environment. The high alumina content ensures stability under thermal stress. Rapid temperature changes cause minimal damage compared to lower-grade ceramics.
Why choose this over other heater cores? The 95% alumina formula improves durability and heat distribution. It resists wear, corrosion, and chemical exposure better than metal or lower-grade ceramic options. Energy efficiency is higher due to reduced heat loss. Factory-direct pricing cuts costs without quality compromise.
Can the heater core be customized? Sizes, shapes, and electrical specs adjust to fit specific equipment. Customization requests require details like voltage, wattage, and dimensions. Production time varies but stays efficient. Direct factory access speeds up communication and reduces errors.
How long does the heater core last? Lifespan depends on operating conditions. Regular use at maximum temperature may shorten it. Proper maintenance extends service life. Typical industrial use sees 3-5 years before replacement. No moving parts mean less mechanical failure risk.

(High Strength 95 Alumina Ceramic Heater Core Factory Direct )
REQUEST A QUOTE
RELATED PRODUCTS
High Heat Resistance 99% Alumina Ceramic Rod
Factory Direct Alumina Ceramic – Wear-resistant and High-temperature Resistant Ceramic for Customized Processing

Corrosion Resistant Precision Workmanship specialized Alumina Metallized Ceramic Tube Metal Brazing

Custom 99% Al2O3 Alumina Ceramic High Temperature Resistant Parts
Abrasion Resisant Hexagonal Aluminum Oxide Tiles Wear Resistnt Ceramics