Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Innovative Catalyst Support Aluminum Oxide Microspheres
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Innovative Catalyst Support Aluminum Oxide Microspheres
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.

(Innovative Catalyst Support Aluminum Oxide Microspheres)
Specifications of Innovative Catalyst Support Aluminum Oxide Microspheres
These aluminum oxide microspheres are innovative catalyst supports. They offer unique benefits for demanding chemical processes. The microspheres are very small. Their size is tightly controlled. This ensures consistent performance batch after batch. The particles are perfectly round. This spherical shape is important. It allows for even packing inside reactors. Uniform packing leads to better fluid flow. Better flow improves reaction efficiency significantly. You get more product from the same reactor volume.
These microspheres are highly porous. They have many tiny holes inside. These holes provide a large internal surface area. Catalysts attach well to this large area. More catalyst means faster reactions. The pores are also uniform. This uniformity is key. It prevents blockages and pressure drops. Operations run smoother and longer.
The material itself is very strong. Aluminum oxide is naturally hard. These microspheres resist crushing under pressure. They withstand the weight in tall reactor beds. This strength prevents particle breakdown. Broken particles cause operational problems. Their chemical purity is excellent. High purity means fewer unwanted reactions. Fewer side reactions improve product quality. The material is stable under harsh conditions. It handles high temperatures easily. It resists corrosion from acids or bases. This durability extends the catalyst life. Longer catalyst life saves money. You spend less on replacements and downtime.
These microspheres boost catalyst effectiveness. They improve the overall process yield. They make chemical manufacturing more efficient. They are a reliable choice for industrial applications.
(Innovative Catalyst Support Aluminum Oxide Microspheres)
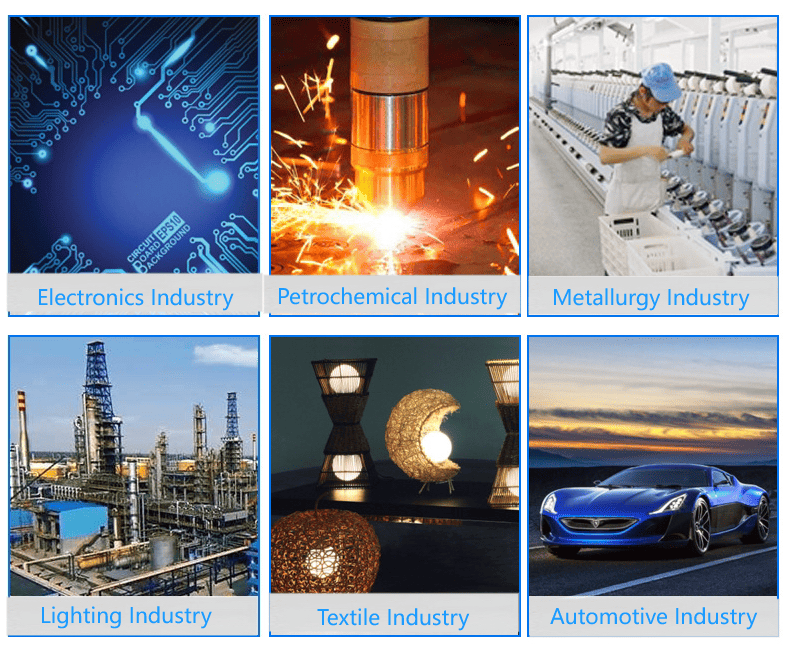
Applications of Innovative Catalyst Support Aluminum Oxide Microspheres
Innovative catalyst support aluminum oxide microspheres are crucial in many industries. They form the backbone for active catalytic materials. This setup boosts chemical reactions significantly. These microspheres possess a high surface area. They also show excellent thermal stability. Their uniform spherical shape is another key benefit. These properties make them perfect catalyst carriers.
In petroleum refining, these microspheres are widely used. They support catalysts for critical processes. Fluid catalytic cracking (FCC) relies heavily on them. Hydroprocessing units also depend on these supports. The microspheres provide strong mechanical strength. This prevents catalyst breakdown under tough conditions. Their stability ensures longer catalyst life. This cuts down on replacement costs. Process efficiency improves overall.
The petrochemical industry uses these supports too. They are vital for producing important chemicals. Manufacturing ethylene, propylene, and aromatics needs them. The microspheres offer consistent performance. This leads to higher product purity. Better yields are achieved consistently. Production costs are easier to manage.
Environmental catalysis benefits greatly. Catalysts for cleaning exhaust gases sit on these supports. They help reduce harmful vehicle emissions. Industrial flue gas treatment uses them. The microspheres handle high temperatures well. They resist harsh chemical environments effectively. This ensures reliable pollution control systems. Cleaner air results from their use.
Specialty chemical synthesis also uses these supports. Fine chemicals and pharmaceuticals rely on them. The uniform microspheres allow precise catalyst placement. Reaction selectivity improves significantly. This leads to purer final products. Manufacturing becomes more efficient. Waste production is minimized effectively.
These innovative alumina microspheres offer clear advantages. They enhance catalyst performance noticeably. Process reliability increases across industries. Operational costs see a reduction. They are a smart choice for modern chemical processing needs.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of Innovative Catalyst Support Aluminum Oxide Microspheres
Here are 5 FAQs about Innovative Catalyst Support Aluminum Oxide Microspheres:
What are Innovative Catalyst Support Aluminum Oxide Microspheres?
They are tiny, round particles made from aluminum oxide. Their main job is to act as a base for catalysts. Catalysts are substances that speed up chemical reactions. These microspheres give the catalyst a strong, stable place to sit on. This helps the catalyst work better and last longer.
Why use aluminum oxide microspheres for catalyst support?
Aluminum oxide is very tough. It handles high heat well. It doesn’t react easily with many chemicals. This makes it perfect for harsh chemical processes. The round shape of the microspheres helps liquids and gases flow smoothly past the catalyst. This improves contact and boosts reaction efficiency. They are a reliable foundation.
What key features do these microspheres offer?
These microspheres have a large surface area. This gives the catalyst more places to attach. They are very strong and resist breaking apart under pressure. They handle high temperatures without changing shape. Their uniform size and shape ensure consistent performance in reactors. This means predictable results.
Where are these catalyst support microspheres typically used?
You find them in many industries needing catalysts. Oil refining uses them a lot in processes like making gasoline. Chemical plants rely on them for producing various chemicals. Environmental technologies use them for cleaning exhaust gases. They are essential in any process where a strong, stable catalyst base is needed.
What sizes are available for these aluminum oxide microspheres?
These microspheres come in a range of specific sizes. Common diameters include 3mm, 5mm, and 8mm. Manufacturers can often produce other sizes based on customer needs. Choosing the right size depends on the reactor design and the specific chemical process. The size affects flow and pressure inside the reactor.
(Innovative Catalyst Support Aluminum Oxide Microspheres)
REQUEST A QUOTE
RELATED PRODUCTS

Alumina Ceramic, High-temperature Resistant Electronic Ceramic Material, 95% Alumina Ceramic Tube.

Factory 3mm~50mm 17~19%/23%~26%/ 99%95%92% Alumina Inert Ceramic Ball/sphere

Alumina ceramic protection tube

Large Diameter 95 99 Aluminum Oxide Al2O3 Ceramic Strip Bar

Custom Large-Diameter Alumina Ceramic Corundum Tube Alumina Ceramic Crucible High Durability and Thermal Conductivity
