Discover Premium Ceramic Products | Durability & Elegance United | Advanced Ceramics

PRODUCT PARAMETERS
Description
Introduction to Alumina Ceramics
Alumina ceramics are known for their high hardness, wear resistance, corrosion resistance, good electrical insulation and high temperature stability. According to the different alumina content, it can be divided into different grades, such as 95 porcelain, 99 porcelain, etc., among which 99 porcelain refers to ceramic materials with an alumina content of 99%. As the alumina content increases, its mechanical strength and electrical insulation properties will also increase accordingly.
Characteristics of Alumina Ceramics
High Hardness: Alumina ceramics have extremely high hardness, which makes it very wear-resistant and suitable for manufacturing abrasive tools and parts that require wear resistance.
Wear resistance: Due to its high hardness, alumina ceramics show excellent wear resistance and are suitable for manufacturing parts for long-term use.
Corrosion resistance: Alumina ceramics have good resistance to most acids and alkalis, making them widely used in the chemical industry.
Good electrical insulation: As an excellent electrical insulating material, alumina ceramics are widely used in electronic and electrical products.
High temperature stability: Ability to withstand extremely high temperatures without significant physical or chemical changes, which makes it an ideal choice for applications in high temperature environments.
Biocompatibility: In the medical field, certain grades of alumina ceramics are used to make medical devices such as artificial joints due to their good biocompatibility.
(Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst)
Specifications of Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst
This item is made from high-purity light weight aluminum oxide (Al2O3). It is created for heat storage space and catalytic applications. The alumina balls have a permeable framework. This structure offers a big surface. The surface supports reliable adsorption and chemical reactions. The material is thermally stable. It maintains efficiency under heats approximately 1600 ° C. The spherical form guarantees even circulation in activators or storage space systems.
The Al2O3 material surpasses 92%. This ensures strong chemical resistance. The spheres resist acid and alkali rust. They are resilient in rough industrial settings. The bit dimension ranges from 3 mm to 5 mm. This size allows optimal circulation and very little stress drop. The crushing strength is above 100 N per ball. This avoids damage throughout taking care of or usage.
Triggered alumina rounds are highly reliable in drying gases. They get rid of wetness from air, gas, and other gases. The product also functions as a stimulant service provider. It sustains stimulants in oil refining and chemical production. The porous structure catches impurities. This improves purification performance.
The product has low abrasion loss. It generates very little dust during operation. This expands service life and reduces maintenance. The water adsorption ability is 18% to 22%. This is measured under typical conditions. The high porosity guarantees rapid adsorption and desorption.
These alumina rounds are made use of in air separation plants. They are applied in hydrogen peroxide production and ethylene processing. The material is recyclable. It can be regenerated by heating to eliminate adsorbed materials. This reduces long-term expenses.
Personalized sizes and Al2O3 concentrations are readily available. Choices satisfy certain industrial needs. The item is packaged to prevent moisture absorption during storage or transport.
The alumina rounds follow sector criteria for purity and efficiency. They are examined for uniformity in density, porosity, and thermal stability. Customers trust this material for reliability in critical procedures. International suppliers use bulk quantities with technological assistance.

(Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst)
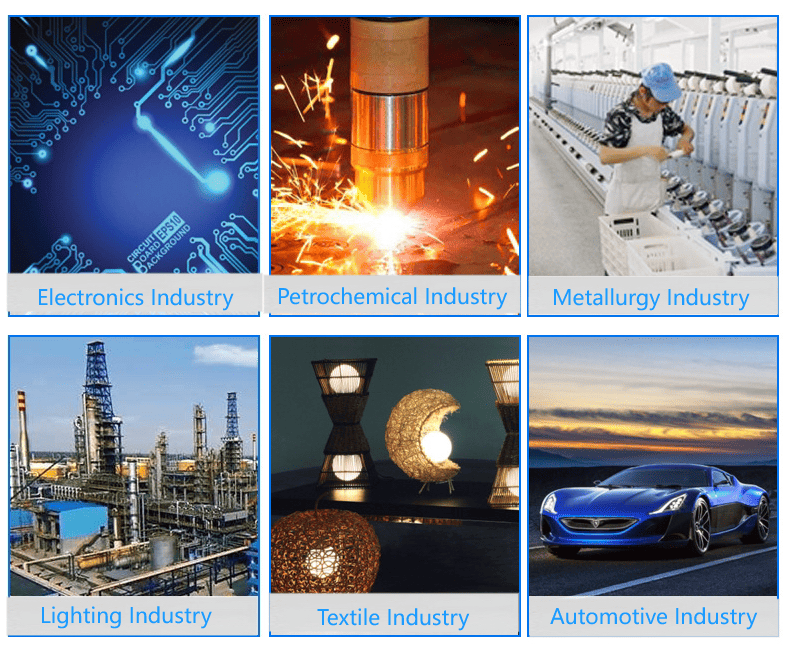
Applications of Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst
Top-grade Al2O3 heat storage space ceramic turned on alumina round drivers are functional materials utilized across industries. They handle heats and supply solid adsorption capabilities. These buildings make them ideal for gas drying, filtration, and catalytic processes.
In the petrochemical sector, these alumina balls get rid of water vapor from gas and various other hydrocarbons. They avoid pipe deterioration and guarantee smooth processing. Their porous framework traps pollutants like sulfur compounds, enhancing gas top quality. They likewise work as driver providers in refining, assisting damage down huge particles into functional fuels.
Environmental protection counts on these drivers. They treat hazardous waste gases by adsorbing harmful materials like volatile organic compounds. Their thermal stability permits duplicated regeneration, reducing waste and expenses. They work in air pollution control systems to filter hazardous emissions from factories and nuclear power plant.
The chemical sector uses them to produce hydrogen peroxide and other chemicals. Their high area supports efficient reactions, boosting yield. They act as desiccants in drying out processes, preserving low dampness levels in sensitive manufacturing actions.
Warm storage space systems take advantage of their capacity to take in and release thermal energy. They store excess warmth from industrial processes or renewable resources, launching it when needed. This reduces energy waste and supports sustainable operations.
Turned on alumina spheres outshine options like silica gel. They last longer under extreme conditions and manage greater dampness loads. Their mechanical strength resists squashing, making sure trusted performance in time.
These catalysts adjust to developing industry demands. They satisfy needs for efficiency, cost-effectiveness, and ecological responsibility. Their duty in modern-day production and power monitoring continues to grow.
Company Introduction
Advanced Ceramics founded on October 17, 2014, is a high-tech enterprise committed to the research and development, production, processing, sales and technical services of ceramic relative materials and products.. Since its establishment in 2014, the company has been committed to providing customers with the best products and services, and has become a leader in the industry through continuous technological innovation and strict quality management.
Our products includes but not limited to Silicon carbide ceramic products, Boron Carbide Ceramic Products, Boron Nitride Ceramic Products, Silicon Carbide Ceramic Products, Silicon Nitride Ceramic Products, Zirconium Dioxide Ceramic Products, Quartz Products, etc. Please feel free to contact us.(nanotrun@yahoo.com)

Payment Methods
T/T, Western Union, Paypal, Credit Card etc.
Shipment Methods
By air, by sea, by express, as customers request.

5 FAQs of Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst
What is Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst?
This product is a high-quality ceramic material made mainly from aluminum oxide (Al2O3). It stores heat efficiently and acts as a catalyst in chemical reactions. Its porous structure gives it a large surface area, making it ideal for absorbing and releasing heat.
How does this alumina ball catalyst work?
The alumina balls absorb heat during high-temperature processes. They hold the heat and release it when the temperature drops. The activated alumina in the balls also resists moisture, keeping performance stable. This helps industries maintain consistent temperatures without extra energy.
What makes this product better than other heat storage materials?
It has a higher heat capacity compared to many materials. It lasts longer under extreme conditions. The ceramic structure resists cracking. It handles repeated heating-cooling cycles without breaking down. This reduces replacement costs.
Where is this catalyst commonly used?
It is used in industrial heating systems, air drying units, and petrochemical plants. It works in processes requiring steady heat distribution, like gas purification or chemical manufacturing. The balls are also used in environments needing moisture control.
How do I maintain these alumina balls for long-term use?
Check the balls regularly for dust or blockages. Clean them with water or mild solutions if dirt builds up. Avoid harsh chemicals. Store them in dry conditions when not in use. Proper maintenance ensures they work well for years.
Why choose this product for industrial applications?
It improves energy efficiency by recycling waste heat. It reduces operational costs over time. The material is non-toxic and safe for most processes. Its durability makes it a reliable choice for heavy-duty operations.

(Top Grade Al2O3 Heat Storage Ceramic Activated Alumina Ball Catalyst)
REQUEST A QUOTE
RELATED PRODUCTS

Custom Durable Aluminum Oxide Ceramic for Industrial Use

99.5% Industrial Grade CC-1 Ready to Press Granulated Alumina Special Ceramics

Customized L Type Alumina Ceramic Nozzle Premium Ceramics Product
Aluminum Oxide Al2O3 Ceramic Double Hook Guide Textile

96% Aluminum Oxide Substrate High Purity Al2O3 Alumina Ceramic Plate
